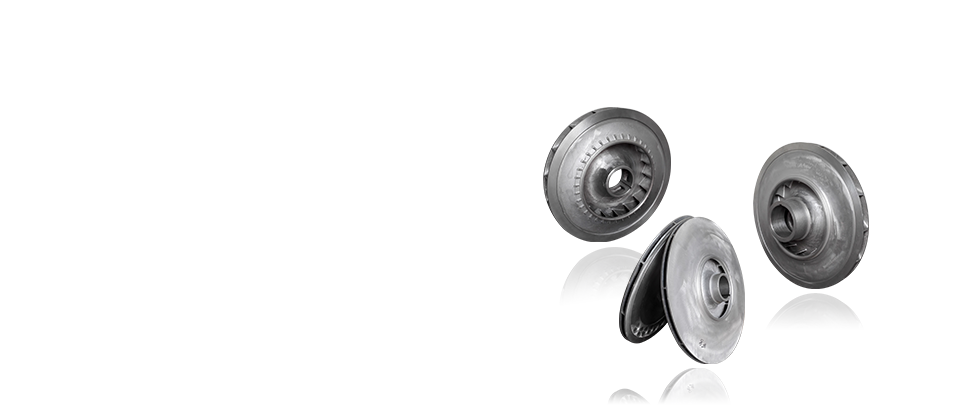
重力铸造是金属铸件加工中的常用工艺,依托重力作用实现熔融金属的填充成型,工艺原理简洁易懂,生产流程规范有序,适配多种金属铸件的批量生产,兼顾成型质量与生产效率。
其工艺原理基于重力自然流动特性,将熔融状态的金属液,通过浇注系统注入预先设计好的模具型腔中,金属液在自身重力作用下,缓慢且均匀地填充型腔各个部位,充分占据模具空间,待金属液冷却凝固后,拆除模具即可获得与型腔形状一致的铸件。该工艺核心是利用重力引导金属液流动,避免外力冲击导致的铸件内部缺陷,保障铸件成型规整。
生产流程主要分为模具准备、金属熔炼、浇注成型、冷却脱模及后续处理几个环节。模具准备阶段,需对模具进行清洁、预热,确保型腔无杂质、温度适配,避免金属液冷却过快产生缺陷;金属熔炼环节,将金属原料加热至熔融状态,去除杂质,确保金属液纯度与流动性;浇注时,控制金属液流动速度,平稳注入模具型腔,避免产生飞溅或气泡;浇注完成后,让金属液在模具内自然冷却凝固,待铸件成型且温度降至合理范围后,进行脱模操作。
脱模后的铸件需经过打磨、清理等后续处理,去除表面毛刺、浇口痕迹等,提升铸件表面光洁度与成型精度。整套流程衔接顺畅,工艺可控,适配多种金属材质,可生产各类结构相对规整的铸件,满足工业零部件的加工需求。
|